







процесс электростатического порошкового напыления
бренд CHANJEOU
происхождение продукта Фошань
время доставки 15 ДНЕЙ
производственно - сбытового потенциала 3000000 тонн
Порошковое покрытие представляет собой чистый твердый состав, который может наноситься полностью автоматически, распыляется в больших количествах или в сверхмалых объемах, легко собирается системой рекуперации, что позволяет осуществлять переработку. Таким образом, коэффициент использования порошковых покрытий может достигать почти 100%, что позволяет лакокрасочной промышленности снизить затраты на утилизацию отходов и минимизировать загрязнение окружающей среды.
электростатическое порошковое покрытие
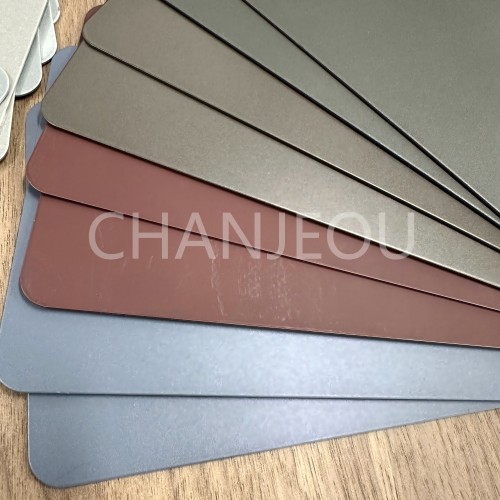
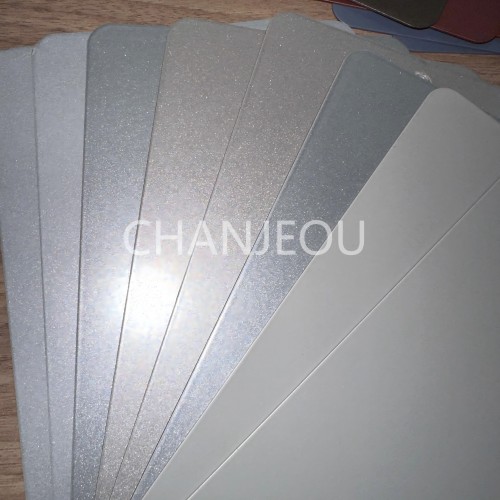
Для нанесения порошкового покрытия на поверхность заготовки используется оборудование для электростатического порошкового напыления (электростатическая распылительная машина). Под действием статического электричества порошок равномерно адсорбируется на поверхности заготовки, образуя порошковое покрытие; порошковое покрытие подвергается высокотемпературному запеканию, выравниванию и затвердеванию, в результате чего получается конечное покрытие с различными эффектами (различные типы эффектов порошковых покрытий).
Подробные шаги
1. Предварительная обработка
Цель: Удаление масляных пятен, пыли и ржавчины с поверхности заготовки и создание коррозионностойкого фосфатного или хромового слоя на поверхности заготовки, повышающего адгезию напыляемого покрытия. Основные этапы процесса: обезжиривание, удаление ржавчины, фосфатирование (хромирование), пассивация. После предварительной обработки на поверхности заготовки не только отсутствуют масло, ржавчина и пыль, но и на исходной серебристо-белой глянцевой поверхности образуется равномерная и шероховатая серая фосфатная пленка (хромовая пленка), которая не подвержена коррозии. Это предотвращает ржавление и повышает адгезию напыляемого покрытия.
Существует три распространенных метода предварительной обработки: замачивание, распыление и водопадный метод. Замачивание требует использования нескольких емкостей для замачивания; распыление предполагает установку распылительной линии на линии распыления; водопадный метод заключается в том, что раствор стекает непосредственно на заготовку с большой высоты.
2. Электростатическое распыление
Назначение: Равномерное распыление порошкового покрытия на поверхность заготовки. Для специальных заготовок (включая участки, подверженные электростатическому экранированию) следует использовать высокопроизводительные электростатические распылительные машины.
Этапы процесса: Используя принцип электростатической адсорбции, на поверхность заготовки равномерно распыляется слой порошкового покрытия; осевший порошок собирается с помощью системы рециркуляции.
3. Затвердевание
Назначение: Затвердевание распыленного порошка на поверхности заготовки.
Этапы процесса: Поместите обработанную порошком заготовку в высокотемпературную печь при температуре около 200 ℃ на 20 минут (температура и время отверждения зависят от качества выбранного порошка, а специальная низкотемпературная температура отверждения порошка составляет около 160 ℃, что позволяет экономить энергию), чтобы порошок расплавился, сплющился и затвердел.
Почему выбирают нас?
1. Производитель с многолетней историей.
2. Команда профессиональных инженеров
3. Надежная команда послепродажного обслуживания.
4, хорошая цена
5, надежный поставщик
Список клиентов:
Саудовская Аравия, Турция, Бангладеш, Индия, Бразилия, Кувейт и др.
Связаться с нами:
Электронная почта: мелодия@чанджеу.com
WhatsApp: +86 13450531604






